Классификация лазерных технологических процессов
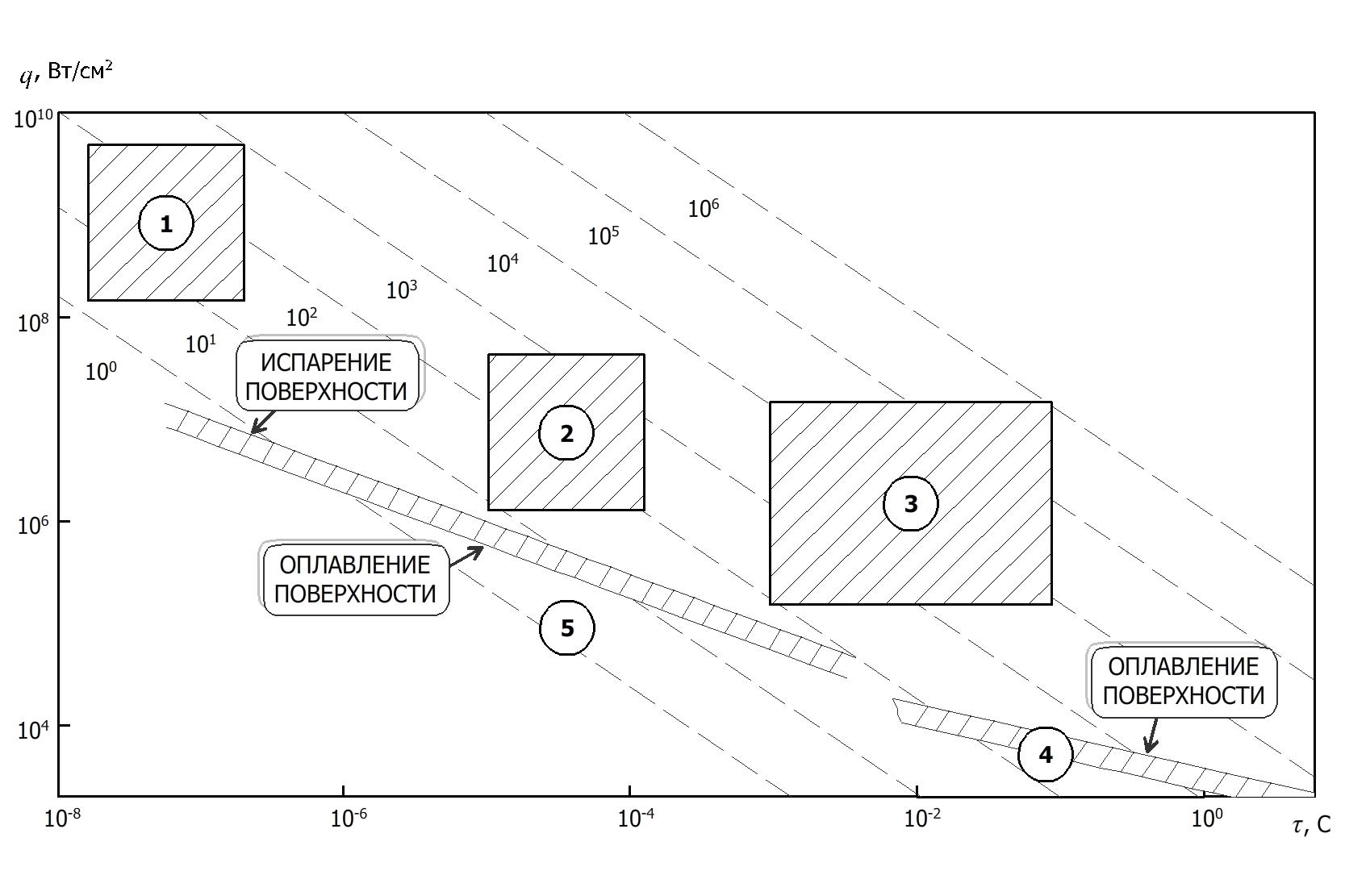
Рис. 27. Обобщённая диаграмма классификации лазерных
технологических процессов по плотности энергии
При q > qc(4) ∼ 109 Вт/см2 и длительности импульса в десятки наносекунд возможно упрочнение поверхностного слоя толщиной в единицы и доли микрометров под действием ударной волны, обусловленное генерацией структурных дефектов (дислокаций, смещённых атомов и т. д.).
Соответствующий выбор плотности мощности излучения q и времени воздействия τi излучения определяют проведение того или иного технологического процесса. Например, при плотностях потока, обеспечивающих плавление поверхности, выбор достаточно малых времён воздействия приводит к быстрому охлаждению поверхностных слоёв, что позволяет получать металлические стёкла или поверхности с аморфной структурой, чередование областей сжатия и растяжения в ударной волне создаёт структуры p-n-переходов в полупроводниковых материалах и т. д. Наряду о созданием необходимых плотностей потока для проведения того или иного технологического процесса требуется обеспечить также соответствующий энерговклад (или необходимую плотность энергии).
На рис. 27 приведена обобщённая диаграмма, которой показаны области значений плотность мощности q, соответствующие различным видам лазерной обработки металлических материалов: 1 — ударное упрочнение; 2 — сверление; 3 — сварка с глубоким проплавлением; 4 — закалка; 5 — получение аморфных структур. Цифры на пунктирных линиях означают плотность энергии излучения Q (Дж/см2).

