Применение лазеров в создании электронных приборов. Пайка и контроль качества соединений
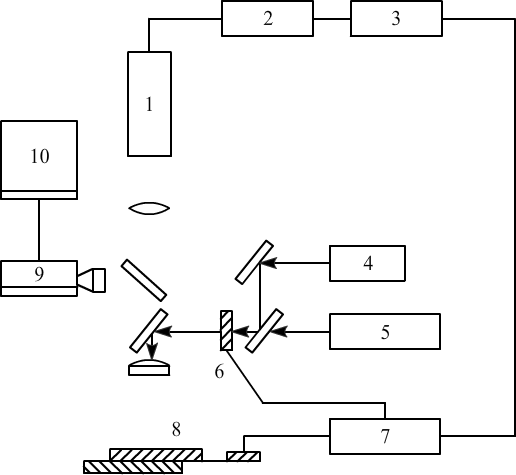
Рис. 31. Принципиальная схема установки для лазерной пайки с контролем и обратной связью
В последние года в связи с успехами поверхностного монтажа при разработке СБИС с высокой плотностью размещения компонентов технология лазерной пайки стала особенно актуальной. Первые промышленные системы для пайки появились в 1976 г, и были выполнены на основе СО2-лазера мощностью 50 Вт с координатным столом, перемещением которого управляет ЭВМ.
В I982 г. появилась первая промышленная система для пайки на основе непрерывного АИГ:Nd-лазера, которому в последнее время в системах лазерной пайки отдаётся предпочтение перед СО2-лазерами. АИГ:Nd-лазера можно сфокусировать в пятне диаметром 25 мкм (125 мкм для СО2-лазера), что позволяет осуществлять пайку очень тонких соединений и, кроме того, излучение АИГ:Nd-лазера лучше поглощается металлами.
Выгодно применять АИГ:Nd-лазеры также ввиду их более простых и дешёвых оптических систем, подходящих для телевизионного или микроскопического наблюдения. При этом уровень необходимой мощности лазера определяется размерами и массой элементов, которые подвергаются пайке. Дня пайки вывода к подложке достаточно АИГ:Nd-лазера с выходной мощностью 10 Вт, однако бывают более энергоёмкие случаи, когда для пайки используется АИГ:Nd-лазеры с выходной мощностью в 150 Вт и более. Как правило, для подвода лазерного излучения к месту пайки используется оптическое волокно. Оборудование для лазерной пайки оснащается таймером для контроля длительности времени пайки, He-Ne-лазером для наведения на цель излучения и роботом, осуществляющим перемещение оптического волокна в прямоугольных координатах. Параллельно с развитием техники лазерной пайки развивался метод проверки качества паяных соединений путём нагрева сформированных контактов и снятия температурных характеристик с помощью приёмника инфракрасного излучения.
Принципиальная схема установки для пайки с контролем и обратной связью изображена на рис. 12: 1 — детектор инфракрасного излучения; 2 — предусилитель; 3 — преобразователь информации в цифровую форму; 4 — юстировочное устройство на базе He-Ne-лазера; 5 — АИГ:Nd-лазер; 6 — прерыватель; 7 — компьютер; 8 — координатный стол с сервоприводом; 9 — телевизор; 10 — монитор.
Время пайки одного соединения — 50 мкс. С учётом, времени на позиционирование луча формируются 10 соединений в 1 с, т. е. обрабатывается от 25 000 до 36 000 соединений в 1 ч.
