Подготовительные операции. Очистка поверхности
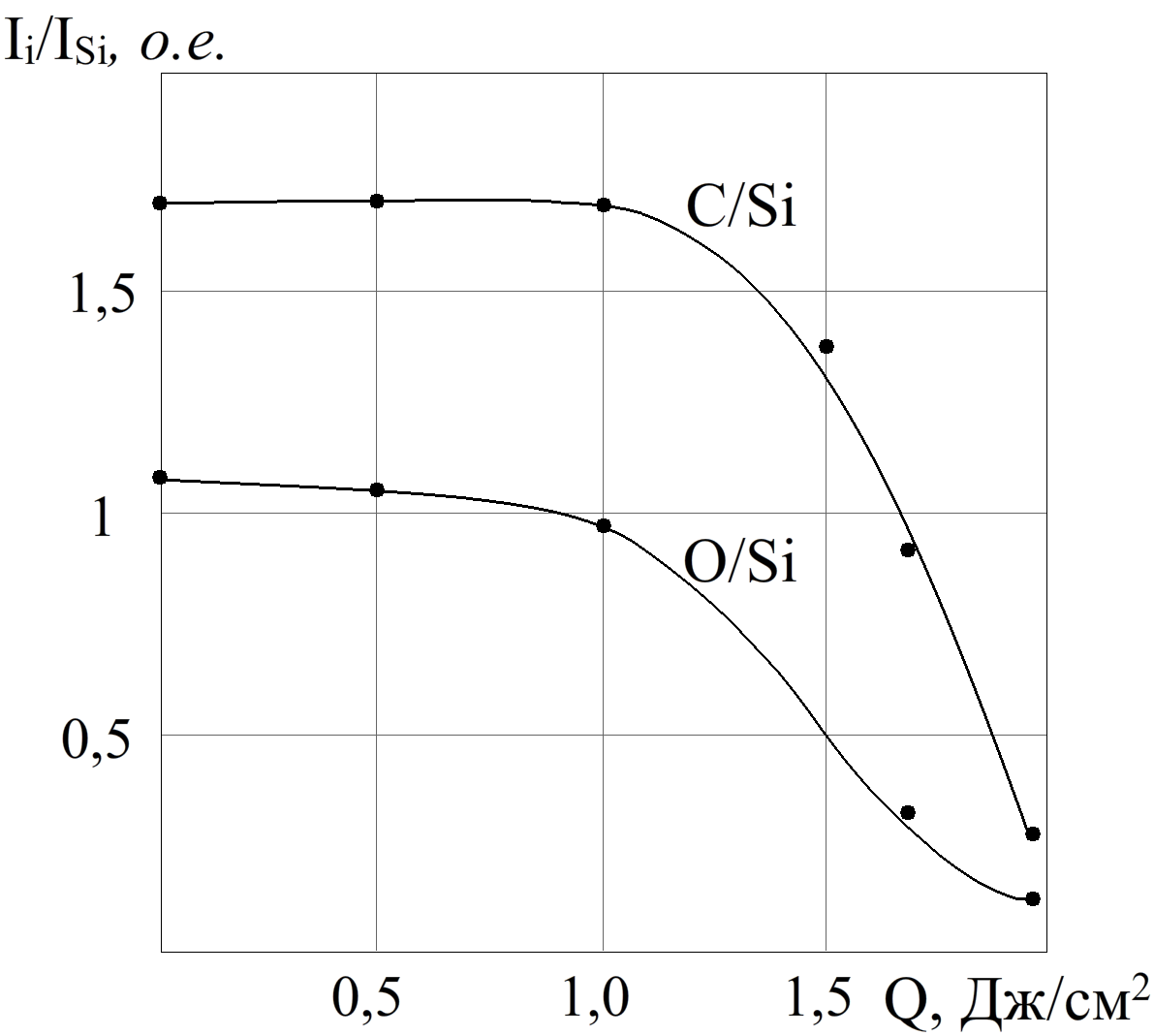
Рис. 9. Зависимость отношения амплитуды оже-пиков кислорода и углерода поверхности (100) образцов кремния к амплитуде пика кремния от плотности энергии
Стимулировать дальнейшую десорбцию удалось путём повышения энергии импульсов лазерного излучения, однако такое повышение ограничивалось разрушением поверхности полупроводниковой пластины вследствие сильного разогрева в отдельных точках светового пятна. Оказалось, что существенно осложняет очистку поверхности неоднородность распределения плотности энергии по сечению пучка используемого лазера. На рис. 9 представлена зависимость отношения амплитуды оже-пиков кислорода и углерода поверхности (100) образцов кремния к амплитуде пика кремния от плотности энергии в лазерном пучке при облучении 15 импульсами.
По характеру этой зависимости можно судить, что лазерно-стимулированная десорбция углерода и кислорода с поверхности кремния имеет пороговый характер и начинается при 1 Дж/см2. Эффективность очистки постепенно возрастает по мере увеличения плотности энергии в импульсах и ограничивается разрушением поверхности кристалла при средней удельной энергии пучка, превышающей 2,3 Дж/см2 для данного распределения её по сечению. Дальнейшего повышения эффективности очистки можно достичь путём использования специальных способов выравнивания плотности энергии по сечению лазерного пучка, а также применением активных элементов с пятном большого диаметра (40–50 мм).
Интересно отметить, что использование лазерного излучения в режиме свободной генерации (ri = 1 мс, Q = 10 ÷ 20 Дж/см2, диаметр пучка 30 мм) приводило лишь к незначительному снижению содержания кислорода и углерода (не более чем в 1,5 раза). Для непрерывного контроля процессов лазерной очистки полупроводниковых пластин удобно использовать быстродействующие динамические квадрупольные масс-спектрометры, которые хорошо вписываются в технологические процессы полупроводниковой микро-электроники. Результаты, полученные при лазерной очистке поверхности полупроводниковых пластин наносекундными импульсами, сравнимы с результатами неоднократной очистки тлеющим разрядом при обычном термическом отжиге в течение нескольких дней. Концентрация кислорода и углерода после обработки была менее 0,1 % монослоя. Важным вопросом является вопрос о том, куда деваются с поверхности атомы в результате лазерного облучения.

